
Окорка кряжей, чураков и заготовок
Окорка — процесс отделения коры от древесины. В производстве лущеного шпона окорка гидротермически обработанных чураков может совмещаться с оцилиндровкой.
Окорка кряжей до лущения позволяет выявить дефекты сырья, уменьшить расход теплоты на гидротермическую обработку, а также обеспечивает получение при оцилиндровке шпона-рванины, свободной от коры. Недостаток окорки кряжей до их гидротермической обработки — большой расход энергии.
При водном хранении окорка кряжей осуществляется с меньшими затратами энергии, а последующие раскрой на чураки и гидротермическая обработка позволяют вести оцилиндровку и лущение при оптимальной температуре.
Окорка способствует удлинению срока службы лущильных ножей, повышению качества шпона, производительности лущильных станков и комплексному использованию коры и шпона-рванины на технологические цели.
Кряжи и чураки окоривают на станках ОК-63Ф, ОК-63, ОК-35К отечественного производства и ВК-16, ВК-26, ВК-32 зарубежных фирм. Для наиболее полного использования технических возможностей окорочные станки монтируют в линии.
Окорочный станок (рис. 1) состоит из механизма резания и механизма подачи. Механизм резания включает электродвигатель 8, клиноременную передачу 5, ротор 6 с шестью короснимателями. Прижим короснимателей гидравлический от гидронасоса 7.
Механизм подачи работает от электродвигателя 1. Окориваемое бревно проходит между подающими вальцами 4. Вращение на вальцы передается от электродвигателя 1 через редуктор 3 и систему зубчатых и цепных передач. Для остановки подачи служит тормоз 2.
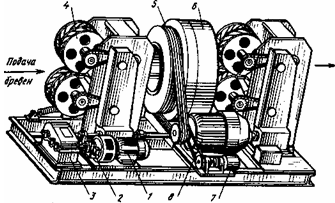
Рис.1. Окорочный станок ОК-63: 1 - электродвигатель механизма подачи, 2 - тормоз, 3 - редуктор, 4 - подающие вальцы, 5 - клиноременная передача, 6 - ротор, 7 - гидронасос, 8- электродвигатель привода ротора
Производительность окорочных станков (м3/смен) определяют по формуле:
П = (tvsKи/l)q,
где t - продолжительность смены, мин; vs– скорость подачи, м/мин; Kи - коэффициент использования станка (Kи = 0,9... 0,93) l - длина кряжа, м; q — объем кряжа, м3.
Для окорки заготовок (ванчесов) в производстве строганого шпона применяют устройство ТбилНИИлеспрома (рис. 2), состоящее из тележки 1, привода 2, фрезы 3 с четырьмя сменными ножами, рукояток 4 с рычагами управления и опорного ролика 5. Производительность ручного окорочного устройства 28 м3/смен.
Рис. 2. Устройство для окорки брусьев и ванчесов:
1 — тележка, 2 —привод фрезы, 3 — фреза, 4 — рукоятки, 5 — опорный ролик