
Технологический процесс производства строганого шпона
Производство шпона включает процессы непосредственной обработки древесины (раскрой фанерного сырья, гидротермическая обработка, лущение, строгание, сушка, сортировка) и сопутствующие процессы (транспортирование, контроль качества, учет продукции, хранение готовой продукции на складах, обеспечение рабочих мест инструментом, паром, электроэнергией, управление производством).
Совокупность всех процессов, связанных с превращением сырья и материалов в полуфабрикат и готовую продукцию, например в лущеный или строганый шпон, называется производственным процессом. Та часть производственного процесса, которая непосредственно связана с изменением размеров, формы и свойств перерабатываемого сырья или материалов, называется технологическим процессом.
Операция — часть технологического процесса, выполняемая над одинаковым предметом труда (чураком, ванчесом) при неизменных средствах труда (лущильные, шпонострогальные станки). Операция состоит из ряда рабочих приемов обработки.
В зависимости от содержания операции делятся на технологические, транспортные, контрольно-учетно-сортировочные, операции хранения. В составе операции различают переход, проход, установку и позицию.
Переходом называют часть операции, заключающуюся в обработке какой-либо одной поверхности одним и тем же инструментом. При раскрое кряжа, например на два трехкантных ванчеса, будет три перехода: первый и второй — распиловка с целью снятия горбылей и получения двухкантного бруса; третий — распиловка бруса пополам.
В свою очередь, переход состоит из одного или нескольких проходов. Проход — часть операции, при которой снимается один слой материала, например один горбыль.
В ряде случаев применяется так называемая позиционная обработка, при которой заготовку сначала устанавливают неподвижно, а затем осуществляют процесс обработки.
При позиционной обработке операция в зависимости от сложности может состоять из одной или нескольких установок. Установкой называют часть операции, выполняемую при одном закреплении объекта обработки, например ванчеса, на столе станка.
Ванчесы строгают, как правило, после первого закрепления при первой позиции до середины высоты, а затем их раскрепляют, перекантовывают вторично.
Следовательно, здесь будет переход на вторую позицию.
Позицией называют часть операции (установки), выполняемую при определенном положении объекта, например ванчеса, относительно инструмента (ножа) или станка без его раскрепления.
Рабочее место — участок помещения (цеха), на котором в определенном порядке расположены оборудование, материалы, инвентарь, необходимые рабочему при выполнении операции.
В производстве строганого шпона используют различные средства механизации и автоматизации участков производственного процесса, в том числе поточные, полуавтоматические и автоматические линии.
Поточная линия – это ряд станков, расположенных в порядке выполнения технологических операций, при этом каждый станок обслуживается индивидуально.
К автоматическим линиям относится система станков, связанных транспортными устройствами постоянного действия, работающих в автоматическом цикле и осуществляющих все технологические операции без вмешательства рабочего, а к полуавтоматическим – система станков, в которой отдельные операции не автоматизированы, а осуществляются рабочими.
В зависимости от характера связывающих транспортных устройств различают линии с жесткой, гибкой и смешанной связями станков (машин, агрегатов).
В линиях с жесткой связью станки сблокированы и образуют непрерывную цепь с непосредственной передачей обрабатываемого изделия с одной позиции на другую. При остановке любого станка в такой линии останавливается вся линия. В линиях с гибкой связью станки соединены через накопительные устройства, которые обеспечивают независимую работу отдельных машин в течение определенного времени, а в линиях со смешанной связью часть станков соединена жестко и между ними введена гибкая связь в виде накопителей.
Строганый шпон производят по схеме, приведенной на рисунке. Неокоренные кряжи на складе 1 распиливают на отрезки 2, длина которых должна равняться длине стола шпонострогального станка (на 50 мм меньше длины ножа). Поперечный раскрой осуществляется электропилами, бензиномоторными пилами или на круглопильных станках.
Отрезок 2 определенной длины на ленточнопильном станке или горизонтальной лесопильной раме распиливают на брусья или ванчесы 3 и 4. Получающиеся при распиловке отходы в виде горбылей перерабатывают на черновые заготовки различного назначения. Брусья или ванчесы подвергают гидротермической обработке преимущественно в автоклавах 6 или варочных бассейнах 5, а затем подают к шпонострогальному станку 7.
Ванчесы 8 закрепляют на столе станка специальными зажимами и строгают ножом, закрепленным на суппорте станка. При рабочем движении суппорта стружка в виде листов шпона срезается со всех закрепленных на столе ванчесов и подается в полость суппорта. В конце рабочего хода листы шпона выбирают из полости суппорта специальными устройствами и укладывают в кноли (пачки) 9. В конце холостого хода суппорта стол вместе с ванчесами поднимается вверх на толщину срезаемой стружки.
Сформированные у станка на специальной площадке кноли 9 транспортируют к сушилке 10. В сушилку листы подаются в продольном или поперечном направлении (в зависимости от конструкции сушилки). В процессе движения шпона через сушилку влажность листов снижается до 6...9%, т. е. шпон высыхает.
Сухие листы строганого шпона формируют в пачки 11 в той последовательности, в которой они были срезаны с ванчеса. Затем ножницами 12 пачки шпона прирезаются по длине и ширине. Сформированный в пачки шпон осматривает контролер качества, который определяет количество шпона по видам (радиальный, полурадиальный, тангентальный) и сортам. Пачки шпона перевязывают шпагатом, формируют в пакеты 13 и транспортируют на склад.
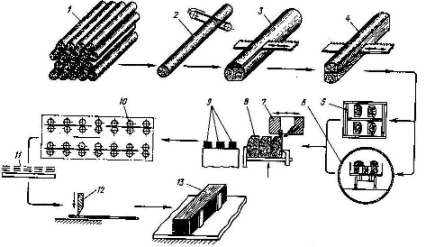
Рисунок. Схема технологического процесса производства строганного шпона.
1 – склад фанерного сырья; 2…4 – раскрой кряжей на брусья и ванчесы; 5 – варочный бассейн; 6 – автоклав; 7 – шпонострогальный станок; 8 – ванчесы трехкантные; 9 – кноли сырого шпона; 10 – сушилка; 11 – кноли сухого шпона; 12 – ножницы; 13 – формирование пакетов, учет и транспортирование на склад готовой продукции.